Process
Application: Process
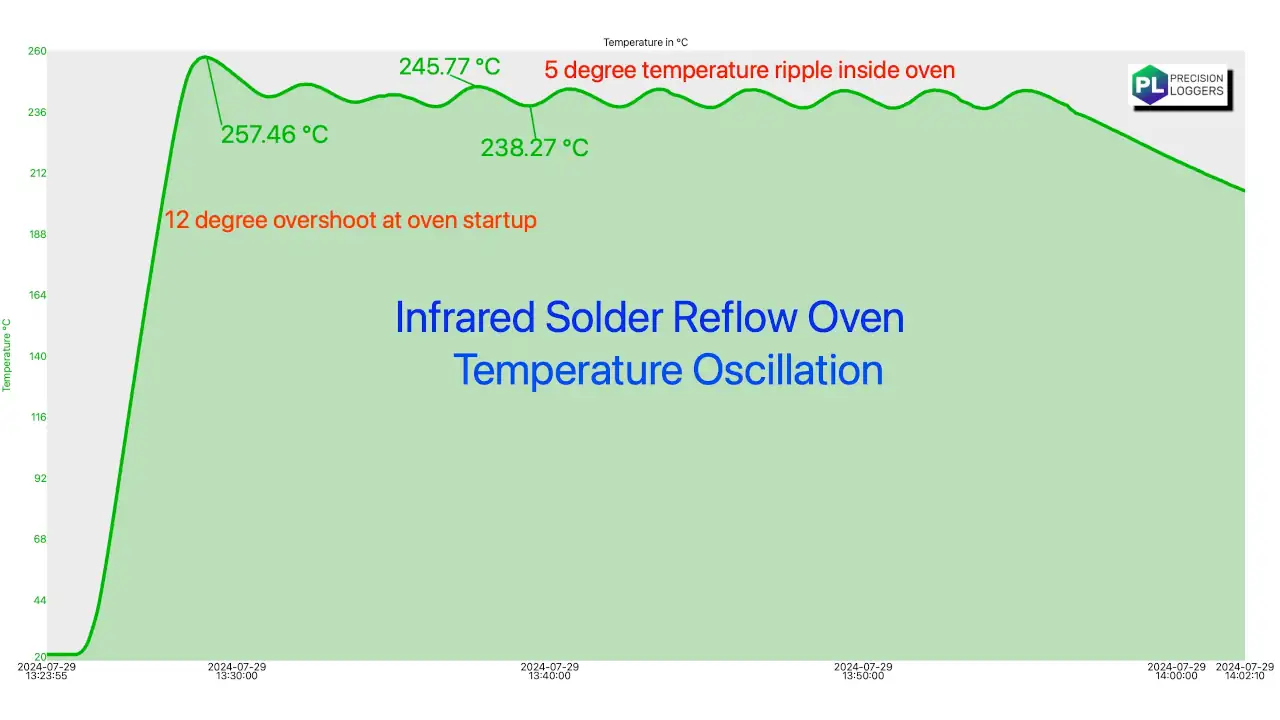
The infrared solder reflow oven was having manufacturing-quality issues so the first thing we checked was the temperature inside the oven. Instead of a stable regulated temperature, the oven temperature was rippling with a 5-degree C oscillation, as shown in the graph immediately below. We found that the thermocouple in the control system was not well thermally coupled to the oven temperature, so that was the first thing to remedy. A tightly-coupled temperature sensor (acheived by removing the thermocouple from its stainless-steel sheath and bonding it to the oven thermal plates with rigid thermal compound) and some improved settings in the PID controller solved this problem.
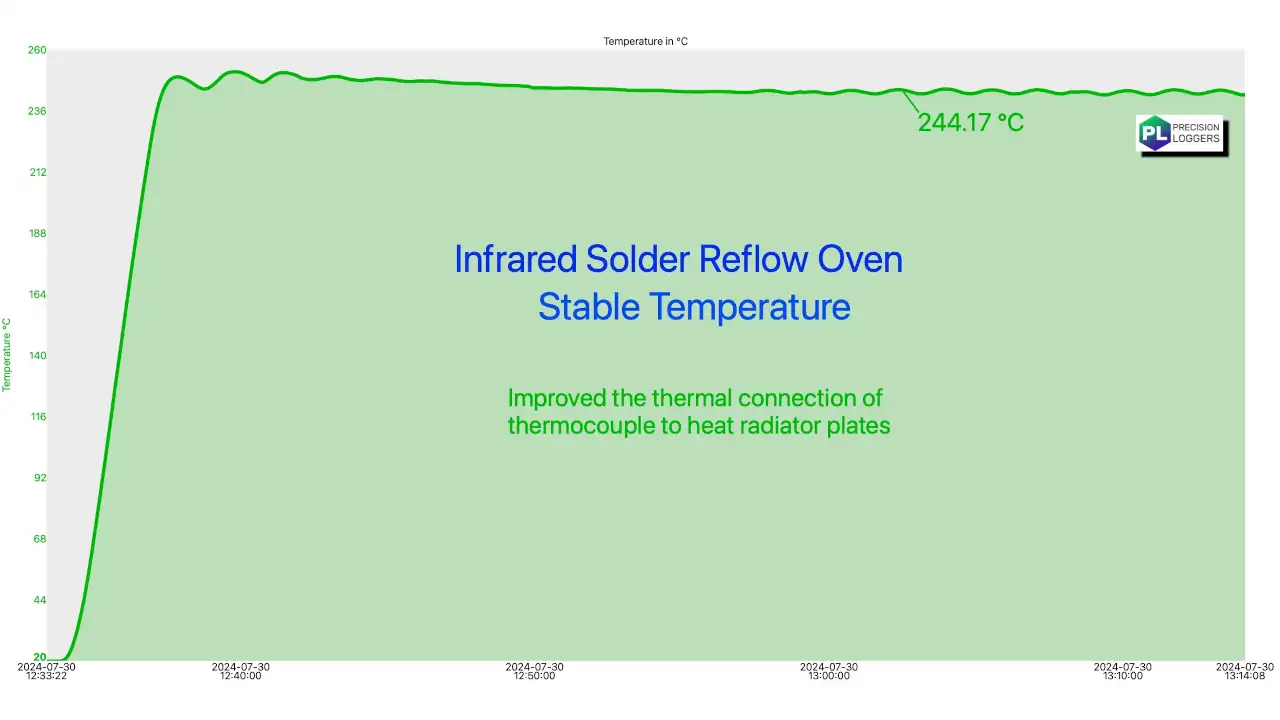
Now the oven temperature was stable
Overshoot and ripple were now minimal and oven temperature looked good at approximately 245 degrees C, but we hadn’t run anything through the oven yet.
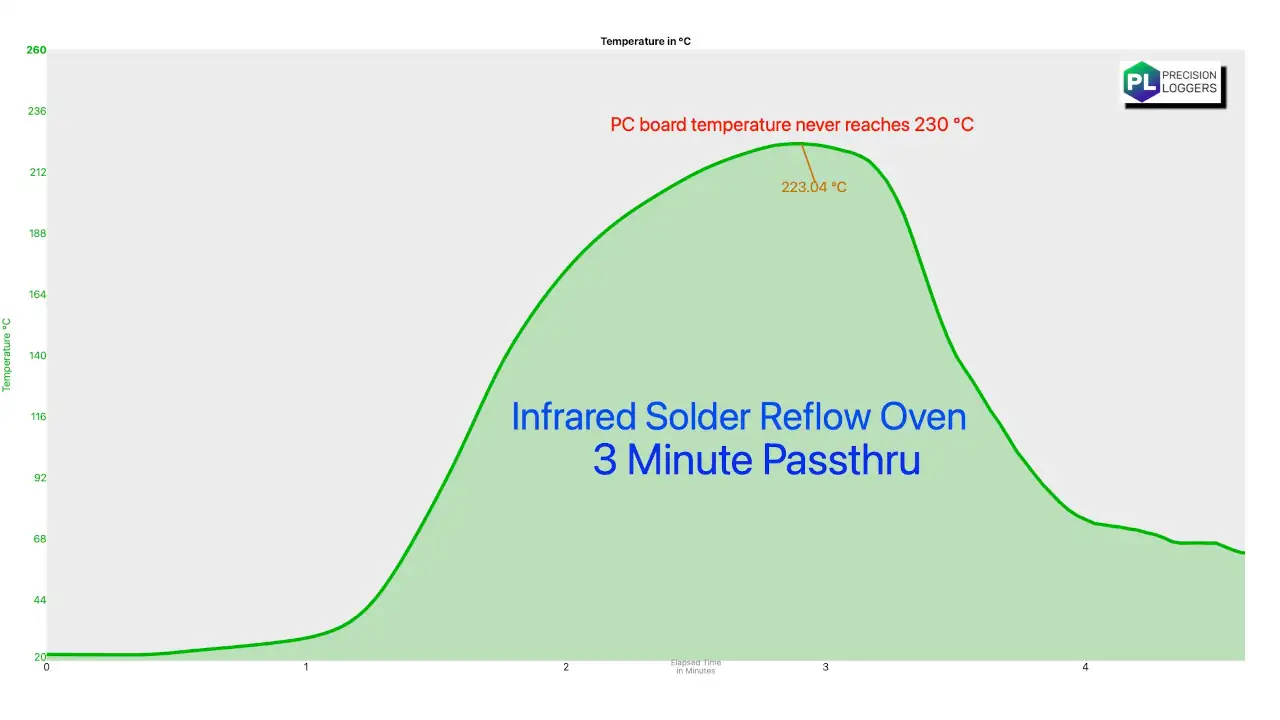
Using a Precision Thermocouple Logger, we sent a thermocouple sensor through the oven, attached to a PC board.
The graph below shows that the PC board was not reaching the required soldering temperature & time of 230 degrees C for at least 90 seconds. The conveyor belt was moving the product through too quickly for it to reach the target.
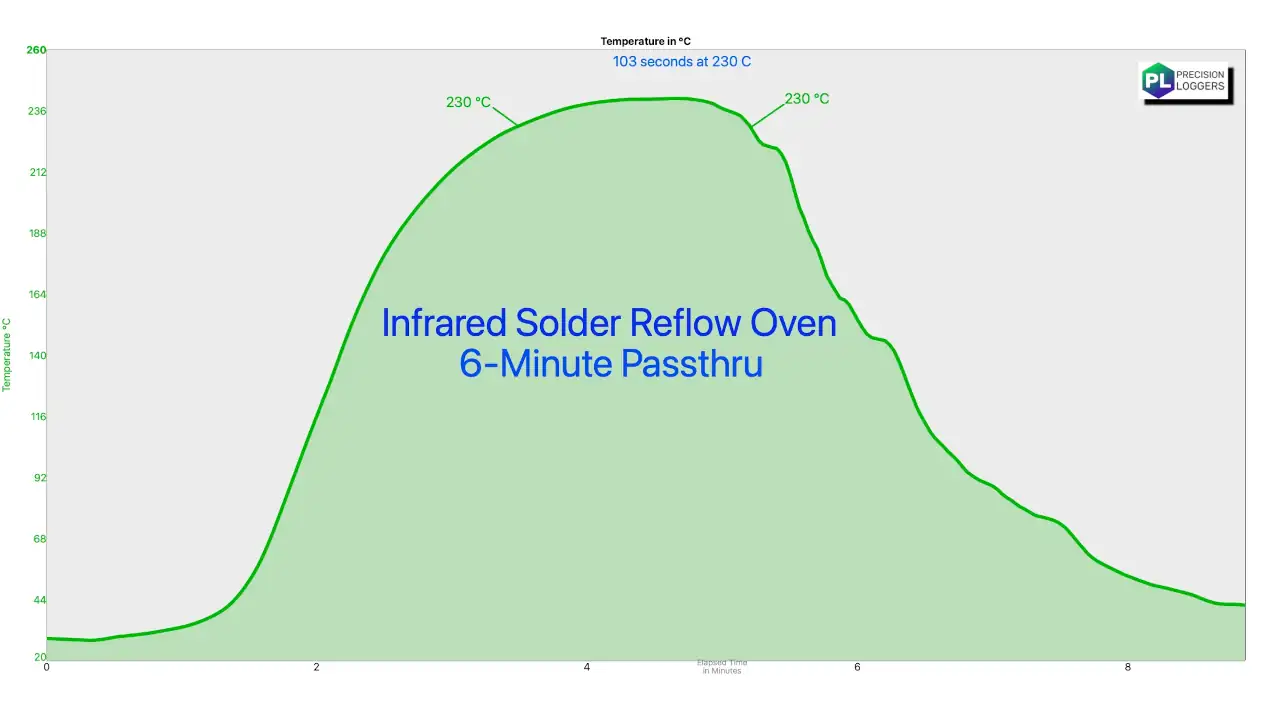
Slowing down the conveyor belt allowed the product to reach target temperature and time
The slower conveyor belt didn’t adversely affect product throughput at all, as the PC boards were just placed closer together on the conveyor belt. Soldering quality improved drastically, resulting in greatly improved productivity.
The Precision Thermocouple Logger showed exactly what the problem was so that we could proceed with confidence
Knowledge about the infrared solder-reflow oven gained by using a Precision Logger helped to solve a long-term problem that seemed unsolvable. The infrared reflow oven now functions properly with improved product quality.